Automation and SDAU of the elevator of Kryazh LLC
VINNITSA REGION

Company:
LLC "Elevator company "Kryazh"
Location:
Ukraine, Zhmerynka, Vinnitsa region.
Characteristics of the object
Design, manufacturing, installation and debugging of electric power and remote automated control systems for a 60,000-ton elevator.
Primary goal:
To develop and implement a system of electric power and remote automated control of an elevator (SDAU), which would allow:
- control all peripheral equipment: conveyors, elevators, valves, tilting valves, aspiration systems, etc.;
- promptly collect and process data on the condition of all peripheral equipment: conveyors, elevators, mechanisms, sensors, etc.;
- continuously diagnose accidents and deviations from the technological process with the issuance of alarms and information about the nature of the malfunction;
- take measures to prevent blocking of equipment and stopping routes;
- control motor load currents and shut them down to avoid emergency situations;
- control in automatic and manual, locked or debugging modes;
- control the availability of product in bunkers and silos;
- prevent mixing of grain crops;
- display technological parameters in different graphical forms;
- maintain production protocols.
Scope of work:
- Project development.
- Equipped with electric power control and automation equipment.
- Manufacturing of electrical power control and automation panels.
- Development of algorithmic support.
- Software development.
- Installation of electrical power control and automation equipment.
- Setting up electric power control and automation systems.
- Commissioning of the system.
- Issuance of executive documentation.
Technical means:
- Cabinets of a new design Spacial SF "Schneider Electric" (France).
- Bus system SASY60i "Moeller" (Germany).
- Electrical switching equipment "Moeller" (Germany).
- Hybrid starters ELR H5-I-SC "Phoenix Contact" (Germany).
- Central processor S7-317 PN/DP "Siemens" (Germany).
- Distributed peripheral stations ET-200M "Siemens" (Germany).
- Input modules – output ET-200M “Siemens” (Germany).
- Distributed I/O devices Axioline "Phoenix Contact" (Germany).
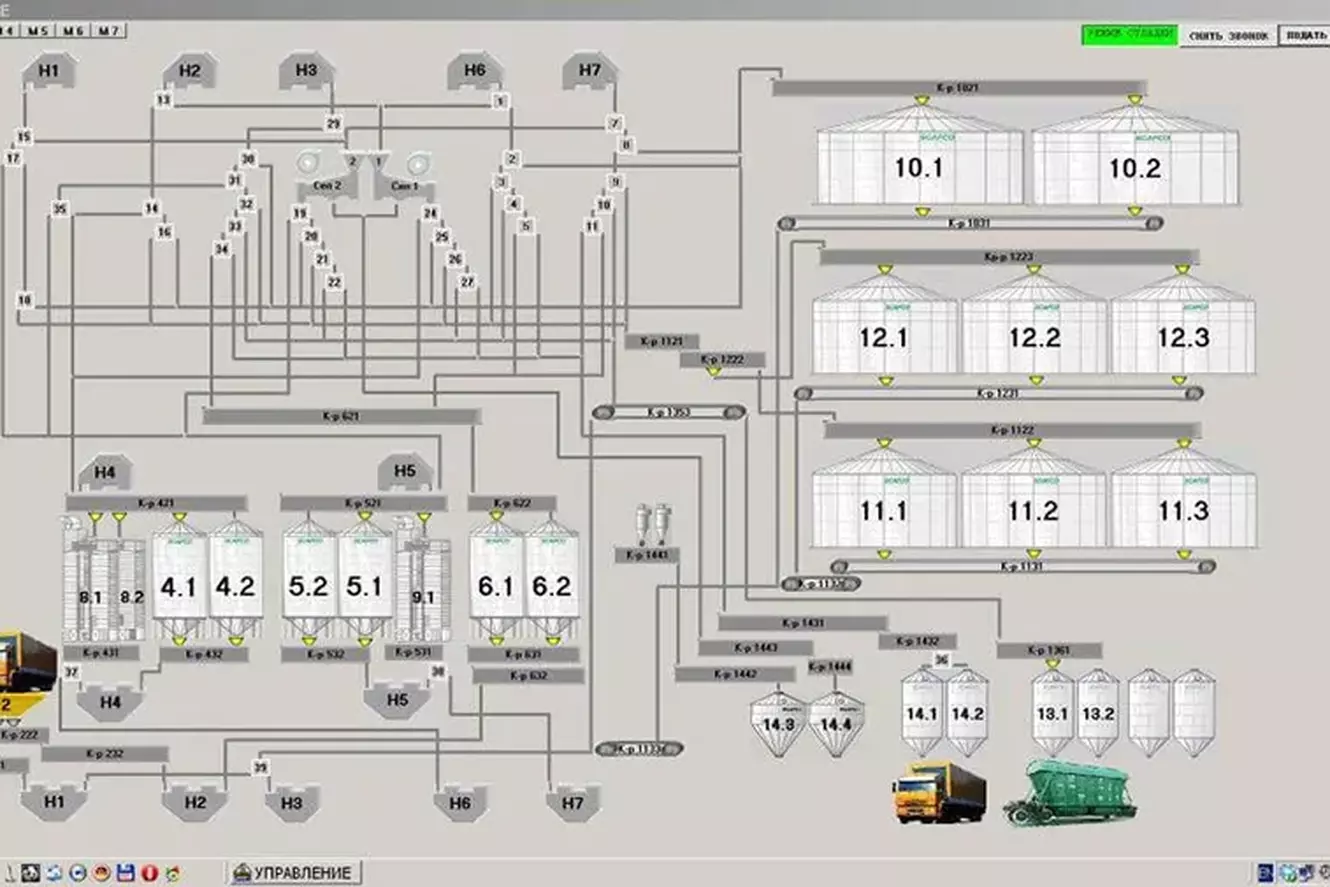
Operator interface: Monitoring and management is carried out by a specialized SCADA system developed in-house by the Elevator GC program, which performs the functions of controlling technological equipment and visualizing the information necessary to conduct the technological process.
The SCADA system provides:
- For elevators: control of the operating mode "Local", "Remote"; monitoring the state of the “Stop” and “Emergency stop” buttons; monitoring the presence of control circuit voltage; control of elevator head support; belt speed control; belt deflection control; current measurement.
- For belt conveyors: control of the operating mode "Local", "Remote"; monitoring the state of the “Stop” and “Emergency stop” buttons; monitoring the presence of control circuit voltage; belt speed control; tape rising control.
- For chain conveyors: control of the operating mode "Local", "Remote"; monitoring the state of the “Stop” and “Emergency stop” buttons; monitoring the presence of control circuit voltage; support control.
- For gate valves, tilting valves: monitoring the presence of voltage in control circuits; control of the operating mode "Local", "Remote"; control of the “open” – “closed” position.
- For grain silos, control of the upper and lower levels of grain in the silo.
Result:
- The use of Schneider Electric (France) Spacial SF series cabinets completely protected electrical communication equipment from dust.
- The use of the SASY 60i bus system makes the energy distribution system optimal in placement and safe during maintenance.
- The use of starting assemblies during the installation of MCC cabinets, fully assembled and tested at Moeller's European factories, is a firm guarantee of their reliable operation.
- Thanks to the use of distributed input/output devices, costs for cable and wire products have been reduced by up to 30% and cable-supporting products by up to 12%, and installation time has been reduced by 23% compared to similar systems.
- Reduced training time due to the versatility of the interface.
- Energy costs for moving a unit of product have been reduced by up to 7%.
- The productivity of traffic flows has been increased due to an algorithm for optimizing transport routes.
- Full control of the condition of process equipment is provided, taking into account mutual interlocks of transport mechanisms.



Customer comment
Implementation period:
July 2012















